 更新时间:2021-07-23
更新时间:2021-07-23 点击次数:3366
点击次数:3366
切屑、冷却润滑液处理技术及其设备,是随着 切削加工机床的发展而发展的。但是,*以来重主机、轻配套的状况使得切屑、冷却润滑液处理技术及其设备发展迟缓、水平低下。八十年代始,重主机轻配套的 状况引起了机床工具行业的注意,尤其是湿式加工的应用,促使切屑、冷却润滑液处理技术及其设备在此后的二十多年里得到长足的进步。 切屑、冷却润滑液处理设备包括切屑的收集、输送、处理设备;冷却润滑液的供给、回收、净化处理等设备。
在切削液使用过程中,由于混入细切 屑、磨屑、砂轮末和灰尘等杂质,严重影响工件表面粗糙度,降低*和砂轮的使用寿命,并使机床和循环泵的磨损加快。此外,由于机床漏油,使润滑油落入水基 切削液中,使乳化液产生浮油,合成液中的表面活性剂与润滑油作用而转变为乳化液,改变了水基切削液的质量,导致冷却性能下降并缩短了使用周期。
在金属生产加工、存储使用过程中,金属切削粉末经常溶汇,混合掺杂在冷却乳化液、设备润滑油中,若不进行及时有效的分离过滤,对工件的加工质量,冷却液的更换频率,机械设备及水泵的使用寿命,环境的污染程度都有相当大的影响。
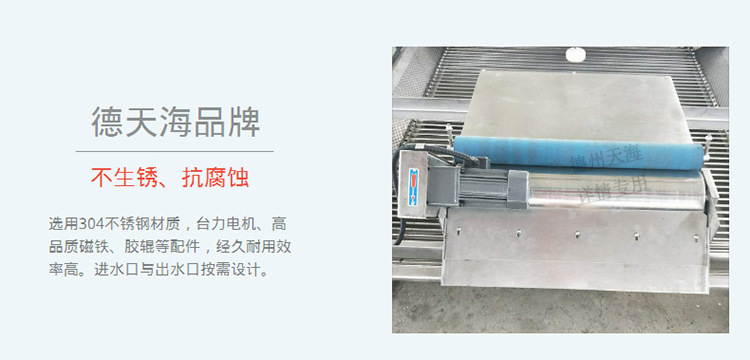
磁性分离器早已应用于磨削加工净化磨削液,它依靠磁辊清除铁屑和其他导磁金属末。当脏的磨削液流过缓慢旋转的磁辊时,磁辊会吸住其中的铁屑(磨屑),并将其 带出磨削液流动区,经橡皮压辊挤压脱水,然后依靠贴着磁辊的刮板把磁辊上的磨屑刮下。在磁辊下设有半圆形导流板,在磁场作用下 使磁性的固体粒子(含砂轮末)一起粘附于磁辊上,所以这种磁性分离器也能清除部分其他非磁性杂质。它适用于乳化液、水基合成液和低粘度切削油的净化。
磁性分离器的工作指标
一. 磁辊的吸附能力;
二. 磨屑脱离磁辊的效果;
三. 磁辊的转速及转动方式。
详解如下:磁辊是磁分器的核心部件,磁辊的吸附能力取决于以下3方面因素:1 磁感应强度; 2 磁路布局;3 吸附面积。磁辊外表面的磁感应强度及磁路布局、吸附面积决定了磁分器的吸附能力;磁感应强度越大,对切削液中的吸磁杂质的吸附效果越好,另外,同等磁感应 强度下,磁路布局合理,磁辊的吸附能力将显著提高,同样长度的磁辊作成梳齿状,吸附面积又将大大增加。
说明:1. 通过仪器可非常直观地检测出磁辊表面的磁感应强度,它是一个比较明显的指标。这就象通常看到的,一块磁铁可以吸起一些杂质,随着磁铁体积的增大,磁力增强,能够吸起的杂质就越多是一个道理。
2. *,磁力线是一个闭合回路,即从N极到S极,磁力线的回路,才是磁场工作的地方,所以,磁路在磁辊上的分布就是一个至关重要的问题。
有 些厂家磁分器的磁辊是用磁块拼装而成,并延磁辊径向将磁块充磁,这样通过仪器测量,在磁块边缘磁力线集中的地方,磁感应强度数值的确比较大,但实际上,它 的磁力线回路是垂直于磁辊表面的,有4/5的磁场回路位于磁辊内部作无用功,只有1/5的磁路在磁辊表面进行工作,这就是某些厂家的磁分器磁辊表面的杂质 吸附效果是一个个方块状,并且是薄薄的一层的原因。而真正科学的做法是将尽量多的磁力线回路分布在磁辊外表面,使磁性材料充分发挥作用,另外还要使磁路分 布均匀,不能忽强忽弱。我公司产品的磁性材料通过科学拼装组合,使磁辊表面的磁感应强度*的增强,是原材料磁感应强度的2倍以上;并且磁感应回路2/3 以上位于磁辊外表面,而磁力线回路方向是平行于磁辊轴线且均布在磁辊圆周上的。
二: 吸附在磁辊上的磨屑,应该能够被刮屑板顺利的刮下,脱离磁辊进入集渣箱。
1) 橡胶压辊硬度弹性调整适中,可将磨屑中夹杂的切削液充分挤压出去,使磨屑干燥,在刮板处容易脱离吸附区;否则会因磨屑的糨糊状,对磁辊的吸附,对刮屑板的黏附而不容易脱落。
2) 在刮屑板处,磁辊表面的磁感应强度应保持恒定或逐渐减弱。由于有些厂家磁性分离器的磁辊是用磁块拼装而成的,磁力线主要集中在磁块的边缘上,随着磁辊的旋转,刮屑板处的磁感应强度周期则时强时弱,它导致即将脱落的磨屑在刮屑板处前后蠕动跳跃,*地削弱了分离效果。
三: 在切削液与磁辊的接触区域,吸磁杂质是陆续被吸附到磁辊上的,这些杂质亦被磁化,参与吸附新杂质的任务。所以,磁辊外表面旋转的线速度是非常重要的。速度 快了,杂质容易吸附不*,使分离率降低;速度慢了,吸附在磁辊表面的杂质累积,使液体通过量又受到影响。因此,磁辊zui科学的旋转方式是间歇旋转,也就是 说当磁辊已经吸附到足够多的杂质,又不影响名义流量时,磁辊才旋转。既节约能源,降低磨损,又延长了使用寿命。
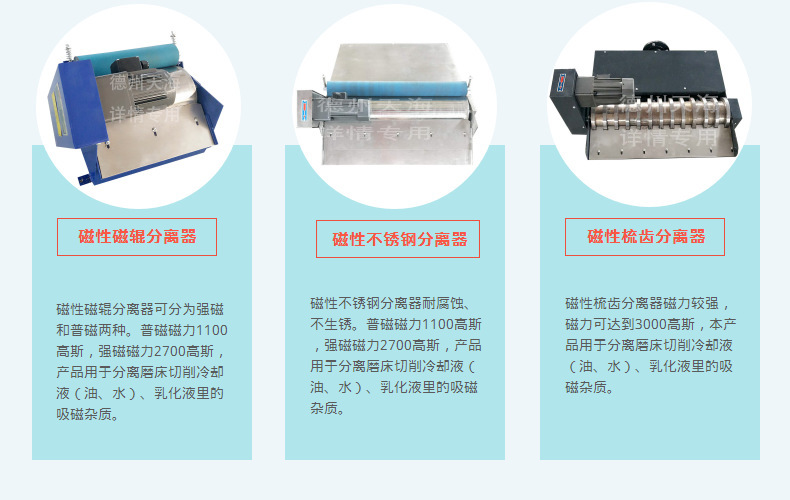
作为传统型的磁分器,它有 优点,但也存在以下一些缺点:屑湿,带水,磁性小,不适合分离物急剧增加和非粉末状切屑的环境等……由此梳齿型磁分器应运而生:他特别适用于大流量冷却液 的集中分离清除,并且磁力大,分离率高。减速电机间歇运转,既可提高电机使用寿命,又可使杂质中液体含量降至zui低。也能适合切削油粘度比较大的场合。
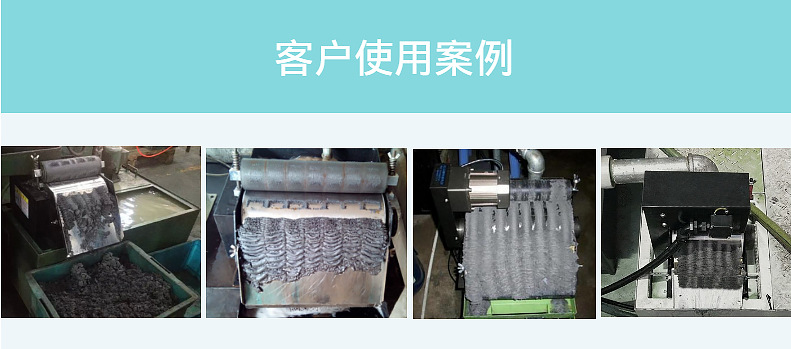
生产的KFCT系列磁分器产品主要应用于轧钢含油乳化液过滤净化;轴承磨削线冷却液集中处理;电加工机床冷却液杂质分离粉末涂装过程中的杂质分离;轧辊磨床乳化液过滤净化;软磁磨削线冷却液集中处理;纺织印染过程中的杂质分离;拉丝过程中的拉丝液过滤净化;KFCTIII 1000梳齿型磁分器在轴承磨削线工作现场下面就为某世界轴承企业特殊定做的KFCTIII 1000L梳齿型磁分器产品,在此进行详细的阐述,希望能给有需求的客户带来一点启示:该 轴承企业建有独立的乳化液集中过滤系统,其乳化液经磁性分离器吸附铁质磨屑、涡流分离器分离非金属磨屑、zui后经负压过滤机过滤各种浮油及磨料粘结剂后,乳 化液重新循环使用。由于经过了多年使用,原磁性分离器(铁氧体压辊型)已不能满足现场使用要求,其压辊已失去弹性,无法挤压出磨屑中的水分,磁辊磁感应强 度衰减严重分离效率低下等等…。
2.磁性分离器进水口处安有液位控制开关,配合电器控制,可自动实现磁辊的微量间歇运转。可以到减少电能消耗,降低齿轮磨损的目的;并真正实现杂质的无液体排放(分离出的磨屑杂质经手紧握,松手即碎且手上无水),zui大程度减少乳化液的损失。(该结构设计已获国家)
3.磁性分离器配有德国品牌蜗轮蜗杆减速电机,扭矩大、噪音低、性能可靠,结构紧凑。
4.磁性分离器采用铜质刮屑板、不锈钢导屑板及不锈钢梳齿环,均经特殊工艺抛光后,表面亮度已达到镜面效果。
5.磁性分离器铜质刮屑板被分割成多个部分,可随时分段微量补偿刮板磨损量,以确保分离效果。
磁性分离器的应用范围正在被拓展,作为一种传统产品,它也正被赋予更多的新概念和*技术,以适应现代工业的需要。

 当前位置:
当前位置:








 机床排屑机
机床排屑机

