





 产品简介
产品简介
磨床磁性分离器生产热销德州天海产品磨削铁磁性材料时,废液中既有铁磁性物质又有非铁磁性杂质,一般选用磁性分离器,除去大部分的杂质。
磨床磁性分离器生产热销
在磨削加工中,随着加工精度的提高,高速磨削和强力磨削技术飞速发展,除了选择合理的磨削参数以外,还必须提高磨削液的循环质量。净化装置分为过滤式和动力式两种类型。过滤式靠过滤介质清除杂质,如滤网式、线隙式、片式和纸带式过滤机。动力式靠某种力(如离心力、磁力或重力)分离出杂质,如离心式、涡旋式和磁性式分离器等。
磁性分离器是一种通用性分离设备。主要用于铁磁性物质的自动分离,保持切削液清洁,提高了加工性能和刀具寿命,减少环境污染。分离器滚筒用*的磁力,将机床切削液(油质,水质)中的铁磁性切屑和磨屑分离出来,实现自动分离。从而提高加工产品质量,降低成本,提高生产效率。
磁性分离器的主要特点:
1、根据冷却液中杂质形态和含油情况可选胶辊型磁性分离器及梳齿型磁性分离器。
2、胶辊型磁性分离器根据现场具体情况可选电机内置型与外置型。
3、为方便吸附在分离器表面上的杂质充分掉落,胶辊型磁性分离器内部磁体可设计成磁力由强渐弱的结构,只有外筒转,减省动力消耗,节能明显。
4、强磁型梳齿型磁性分离器表面可选加刮板排屑机构及水力冲洗装置以便*排除杂质,解决磨屑沉积问题;为更好排干水分,梳齿型磁性分离器还可选加液位控制开关或时间继电器以使减速电机断续运转。
5、为方便客户使用分离器入水可设计成上入水或后入水,出水可设计成左右及下出水。
磁性分离器可应用于切屑冷却液的分离随着切削加工在机床行业的发展,磁性分离器作用也越来越大。如今重主机轻配套的状况引起了机床工具行业的注意,尤其是湿式加工的应用,促使切屑、冷却润滑液处理技术及其设备在此后的二十多年里得到长足进步。
切屑、冷却润滑液处理设备包括切屑的收集、输送、处理设备;冷却润滑液的供给、回收、净化处理等设备。在切削液使用过程中,由于混入细切屑、磨屑、砂轮末和灰尘等杂质,严重影响工件表面粗糙度,降低刀具和砂轮的使用寿命,并使机床和循环泵的磨损加快。此外,由于机床漏油,使润滑油落入水基切削液中,使乳化液产生浮油,合成液中的表面活性剂与润滑油作用而转变为乳化液,改变了水基切削液的质量,导致冷却性能下降并缩短了使用周期。在金属生产加工、存储使用过程中,金属切削粉末经常溶汇,混合掺杂在冷却乳化液、设备润滑油中,若不进行及时有效的分离过滤,对工件的加工质量,冷却液的更换频率,机械设备及水泵的使用寿命,环境的污染程度都有相当大的影响。
磨削铁磁性材料时,废液中既有铁磁性物质又有非铁磁性杂质,一般选用磁性分离器,除去80%以上的杂质。如需更好的控制过滤精度,是将磁性分离器和纸带过滤机组合使用。

磨床磁性分离器生产热销
磁性分离器在我们看来应具备的特点:
1.传动系统与箱体分离,清洁保养方便;
2.磁辊充磁均匀,分离出的磨屑、铁粉干燥;
3.可处理含有粉末状吸磁杂质的冷却液;
4.产生的磁场大不锈钢磁辊吸附面积大,分离效果好;
5.外型简洁,结构紧凑,运转平稳,噪音低,功率损耗小;
6.体积小,安装使用方便,可按机床特定空间设计与制造。
性能、特点与用途:
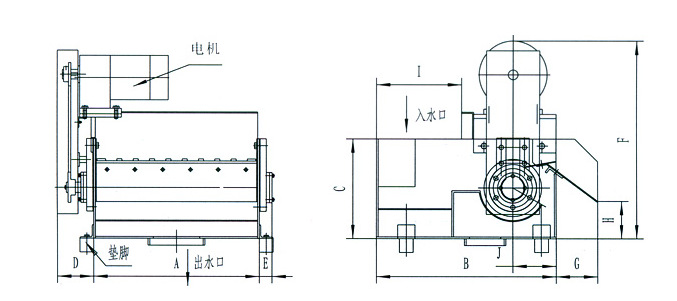
磁性分离装置由减速机、箱体、磁辊、胶辊等几部分组成。减速机带动磁辊作圆周运动。含有粉末状吸磁杂质的冷却液进入箱体后,杂质被吸附到磁辊外壁卜,再经过胶辊的碾压,将杂质夹带的液体挤出,由刮板将杂质与磁辊分离并使之落入集污箱。
磁性分离装置采用锶铁氧体永磁材料,产生的磁场*。精细车制的大直径不锈钢磁辊吸附面积大。加之箱体内安装有与滚筒成同心圆的液体导流板,二者的结合使被分离液体中的吸磁切屑吸附到磁辊上,达到良好的分离效果。该装置外形简洁、体积小、安装使用力便。
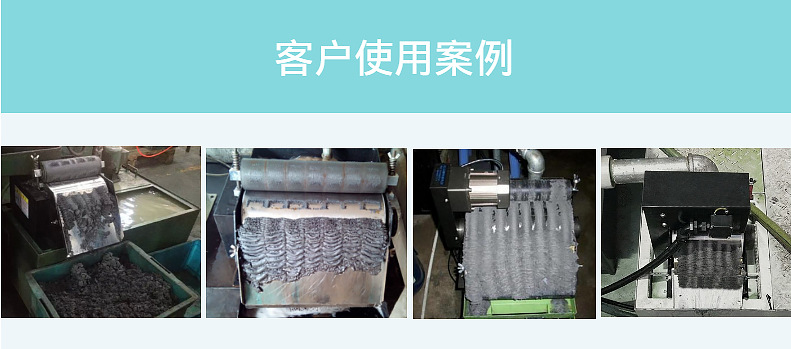
磁性分离器早已应用于磨削加工净化磨削液,它依靠磁辊清除铁屑和其他导磁金属末。当脏的磨削液流过缓慢旋转的磁辊时,磁辊会吸住其中的铁屑(磨屑),并将其带出磨削液流动区,经橡皮压辊挤压脱水,然后依靠贴着磁辊的刮板把磁辊上的磨屑刮下。
磁性分离器的主要面向市场是车床、磨床、刨床等机械加工中碎料分离,有工业垃圾还有化工中间产品等需要选铁的过程均可使用。多数的应用在于碎料中分离。随着市场上铝的使用越来越多,铝销就不可避免的产生的量越来越大,存在铁就无法合理使用,此时就需要磁性分离器分离。在炼制铜粉、有色金属时也有很多需要。
磁性分离器中排列的磁棒在电场的作用下可产生10000-12000高斯的高强度吸附力,可有效的捕捉细铁粉,并在排渣清洗时将铁粉送至纸带过滤机处,通过滤纸去除铁粉,而通过磁性分离器的脱脂液经过袋式过滤器将纤维物和其它杂质过滤进入板式换热器充分换热回到脱脂槽内。
增加磁性分离器的应用优点在于既可以节约人工和物料的成本又能将杂质分类处理,提高工件质量和延长脱脂液的使用寿命,减少了脱脂液排放。


磁性分离器可应用于切屑冷却液的分离随着切削加工在机床行业的发展,磁性分离器作用也越来越大。如今重主机轻配套的状况引起了机床工具行业的注意,尤其是湿式加工的应用,促使切屑、冷却润滑液处理技术及其设备在此后的二十多年里得到长足进步。
切屑、冷却润滑液处理设备包括切屑的收集、输送、处理设备;冷却润滑液的供给、回收、净化处理等设备。在切削液使用过程中,由于混入细切屑、磨屑、砂轮末和灰尘等杂质,严重影响工件表面粗糙度,降低刀具和砂轮的使用寿命,并使机床和循环泵的磨损加快。此外,由于机床漏油,使润滑油落入水基切削液中,使乳化液产生浮油,合成液中的表面活性剂与润滑油作用而转变为乳化液,改变了水基切削液的质量,导致冷却性能下降并缩短了使用周期。在金属生产加工、存储使用过程中,金属切削粉末经常溶汇,混合掺杂在冷却乳化液、设备润滑油中,若不进行及时有效的分离过滤,对工件的加工质量,冷却液的更换频率,机械设备及水泵的使用寿命,环境的污染程度都有相当大的影响。
磁性分离器早已应用于磨削加工净化磨削液,它依靠磁辊清除铁屑和其他导磁金属末。当脏的磨削液流过缓慢旋转的磁辊时,磁辊会吸住其中的铁屑(磨屑),并将其带出磨削液流动区,经橡皮压辊挤压脱水,然后依靠贴着磁辊的刮板把磁辊上的磨屑刮下。

 当前位置:
当前位置:
 上一个:
上一个: 返回列表
返回列表

 机床排屑机
机床排屑机

